 فارسی
فارسی English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














امروز ما در مورد آخرین روش ساخت شابلون های PCB SMT: فرآیند هیبریدی به آموزش خواهیم پرداخت.
فرآیند ترکیبی شامل تکنیک ایجاد ضخامت بیشتر با استنسیل استنسیل، همچنین بهعنوان تکنیک استنسیل ضخیمتر ایجاد میشود. یک ورق فولادی منفرد که با شابلون استاندارد که معمولاً فقط یک ضخامت دارد متفاوت است. هدف از این فرآیند برآوردن نیازهای مختلف برای حجم لحیم کاری در میان اجزای مختلف روی یک برد است. فرآیند تولید یک شابلون پله ای یک یا دو روش از تکنیک های پردازش شابلون که قبلا ذکر شد را برای ایجاد یک شابلون ترکیب می کند. به طور کلی، بسیاری از کارخانه های مونتاژ SMT ابتدا از روش اچ شیمیایی برای به دست آوردن ضخامت مورد نیاز ورق فولادی استفاده می کنند و سپس از برش لیزری برای تکمیل پردازش سوراخ ها استفاده می کنند.
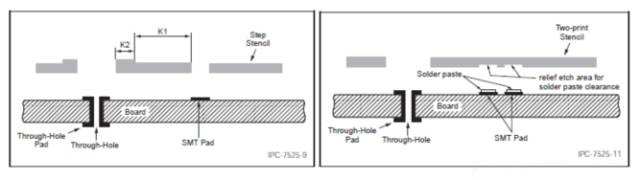
شابلونهای استپ در دو نوع هستند: Step-up و Step-down. فرآیند تولید برای هر دو نوع اساساً یکسان است، با تصمیم گیری بین بالا و پایین بسته به اینکه آیا منطقه محلی مورد نظر نیاز به افزایش یا کاهش ضخامت دارد. اگر الزامات مونتاژ برای اجزای گام کوچک در یک برد بزرگ (مانند CSP ها در یک برد بزرگ) نیاز به مقدار بیشتری از لحیم کاری برای اکثر قطعات دارد، در حالی که مقدار لحیم کاری کمتری برای قطعات CSP یا QFP با گام کوچک مورد نیاز است. برای جلوگیری از اتصال کوتاه، یا در صورت نیاز به فضای خالی، می توان از استنسیل Step-down استفاده کرد. این شامل نازک شدن ورق فولادی در موقعیت های اجزای گام کوچک است که ضخامت این مناطق را نسبت به سایر مناطق کمتر می کند. برعکس، برای چند قطعه پین بزرگ روی یک تخته دقیق، نازکی کلی ورق فولادی ممکن است منجر به مقدار ناکافی خمیر لحیم کاری شود که روی لنت ها قرار نمی گیرد، یا برای فرآیندهای جریان مجدد از طریق سوراخ، مقدار بیشتری خمیر لحیم کاری ممکن است گاهی اوقات در سوراخ های عبوری مورد نیاز است تا نیازهای پر کردن لحیم کاری داخل سوراخ ها را برآورده کند. در چنین مواردی، یک شابلون Step-up مورد نیاز است، که ضخامت ورق فولادی را در موقعیتهای پدهای بزرگ یا سوراخهای عبوری افزایش میدهد تا میزان خمیر لحیم کاری رسوبشده را افزایش دهد. در تولید واقعی، انتخاب بین دو نوع شابلون بستگی به نوع و توزیع قطعات روی برد دارد.
در ادامه استانداردهای تست شابلون SMT را معرفی خواهیم کرد.
